- Products
- Solutions
- Applications
- Accumulation
- Controls Solutions
- Custom Systems
- Depositing & Rejects
- Elevations & Line Egress
- Indexing & Positioning
- Inspection & Testing
- Merge, Diverting and Sorting
- Product Flow & Control
- Product Handling
- Warehouse Automation
- Industrial Conveyor Systems
- Lean Manufacturing and Warehousing
- Inline Labeling and Printing Conveyors
- Engineered Solutions
- Applications
- Industries
- Parts & Services
- Distributors
- Resources
- About Us
- D-Tools
- Careers
- Chat Live
- Blog
- Literature & Manuals
- Products
- Solutions
- Applications
- Accumulation
- Controls Solutions
- Custom Systems
- Depositing & Rejects
- Elevations & Line Egress
- Indexing & Positioning
- Inspection & Testing
- Merge, Diverting and Sorting
- Product Flow & Control
- Product Handling
- Rotating Conveyors
- Industrial Conveyor Systems
- Warehouse Automation
- Lean Manufacturing and Warehousing
- Inline Labeling and Printing Conveyors
- Engineered Solutions
- Applications
- Industries
- Parts & Services
- Distributors
- Resources
- About Us
Food Grade Conveyor Belts for Food Handling and Processing
Dorner’s world-class food handling and processing conveyors are highly sanitary and built to operate at high speeds. These conveyors have earned a stellar track record in helping businesses maximize their efficiency and productivity levels in achieving their full potential.
If your business requires a custom conveyor belt for food processing, Dorner is uniquely positioned to develop specially made systems that meet our customers’ vision for enhanced workflow.
Benefits of Dorner’s Food Handling and Processing Sanitary Conveyors
Dorner’s food grade conveyors feature several benefits that make them ideal for the food processing industry. With sanitary conveyors from Dorner, your food manufacturing process benefits from the following:
High Sanitary Standards
Each sanitary conveyor from Dorner is built with a low profile and open frame construction, allowing for easy access to the belt surface and interior components for fast and effective sanitation – capable of 2x faster sanitation that what is offered by our competitors!
Our food conveyor systems have three sanitary levels that can be configured to your specific application. With hygienic designs, our conveyor systems have less to clean, making your work easier, cleaner, and more efficient.


Conveyor Belt Food Safety Commitment
As a leader of food industry conveyor belt suppliers, we are committed to providing our customers with conveyor equipment that uphold high food hygiene standards and improve your OEE. We have a five-step approach to serving your industry and promoting food safety, including:
- Hygienic Design
- Ease of Sanitation
- Effective Sanitation
- Ease of Disassembly
- Operator Safety
Custom Solutions for Unique Systems
Our team understands that every manufacturing process and application is unique. That’s why we specialize in custom designed solutions that are tailored to your needs, limitations, and precise specifications. Whether you are transporting fresh produce or packaging meat products, we can deliver a high quality conveyor system that meets your exact requirements.

Dorner Food Conveyor Belts Provide Safety Beyond Your Products
Dorner’s food processing conveyors are designed to meet industry standards and regulations as well as operator safety standards, including:
- BISSC (Baking Industry Sanitation Standards Committee)
- FDA (U.S. Food and Drug Administration)
- RoHS (Restriction of Hazardous Substances)
- CE (Conformité Européenne)
- OSHA (Occupational Safety and Health Administration)
- ANSI (American National Standards Institute)
Sanitary Food Conveyors Applications
At Dorner, we believe food safety is paramount. We understand the concerns and challenges facing teams in the food handling industry. Whether your food needs are in bakery and confectionary; dairy and cheese; ready-to-eat foods; meat, poultry, and seafood; fruits and vegetables; or any other foods, our AquaPruf Series conveying system can meet your needs.

Accumulation & Cooling
For maximum efficiency, our sanitary conveyors can be utilized in accumulation and cooling applications for a range of food products, allowing you to safely maintain production while gathering finished products (like baked goods or ready-to-eat meals) for the next stage of production. Promote efficient, equal cooling with precision conveyance solutions.
Inspection & Metal Detection
Automated food conveyor belts can help optimize the inspection process during food production, allowing operators to thoroughly assess products as they move down the line to identify abnormalities or issues and address them quickly without disrupting workflow.
Washing & Sorting
The right sanitary conveyor makes washing and sorting certain products, like fresh produce, a breeze. Designed for easy cleaning, our AquaPruf conveyors can safely and effectively endure the washing and sorting process without compromising your product’s quality or risking damage to the conveyor system.
Packaging
As with any industry, our food processing conveyors are well-suited for packaging applications. Whether you are packaging delicate fruits, raw meats, or baked goods, our conveyor systems will help keep your process running smoothly. With Dorner’s food grade conveyors, you can move packages with accuracy and minimize product waste while keeping up with the demands of a busy manufacturing environment.
Conveyors for Food Processing in Every Category
Dorner has the perfect sanitary conveyor system for your food manufacturing or handling facility, no matter what you work with. From in-feed and out-feed applications to cooling and inspection solutions, our reliable food grade conveyors will help you get the job done quickly, efficiently, and safely in any category.

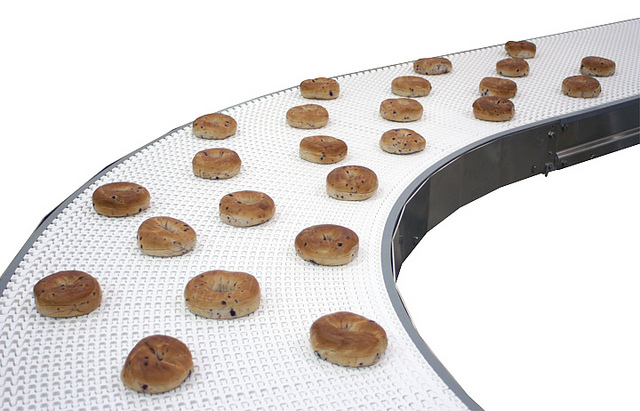
Baking & Confectionary
Streamline the process of producing and packaging sweets with a food processing solution from Dorner. Our systems are perfect for spreading out items to bake or cool, grouping products for packaging, and more. We have created custom solutions for food suppliers working with a range of products including:
- Bread
- Cookies
- Pies
- Chocolates
- Gum
- And more!
Dairy & Cheese
Dorner conveyors are a great choice for dairy and cheese processing. Our reliable systems can be custom engineered to suit your specific processes with less downtime and higher standards of cleanliness.
Whether you are working with blocks of cheese, individual slices, or other dairy products, our conveyor belts for food manufacturers can help move your product down the line with accuracy and minimal damage.
- Bread
- Cookies
- Pies
- Chocolates
- Gum
- And more!


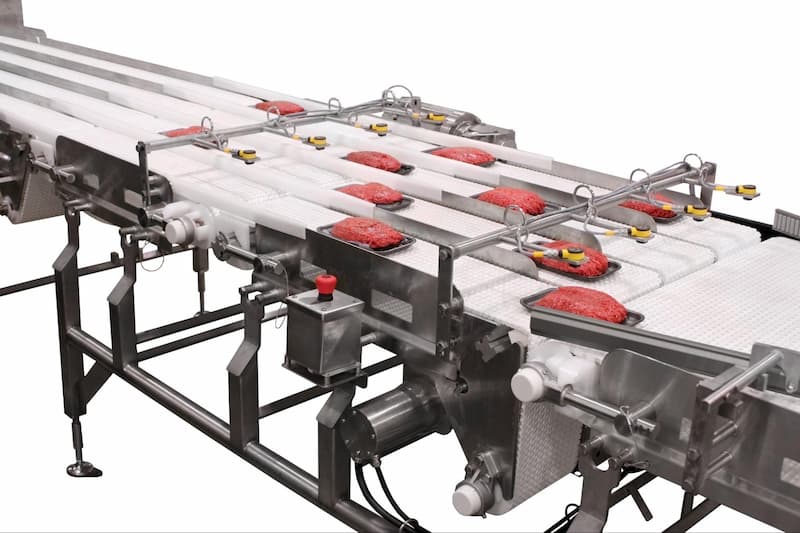
Meat, Poultry & Seafood
With sanitary conveyors for meat, poultry, and seafood processing from Dorner, you can move your product quickly and safely with minimal disruption. Sanitizing your belts is immensely important when processing and handling raw meats.
We have engineered systems that meet USDA regulations for red meat and poultry to prevent the growth of bacteria, eliminating the risk of contamination and keeping your consumers safe.
Ready-To-Eat Foods
Producing ready-to-eat meals requires precision timing and careful handling of ingredients. Dorner’s food grade conveyors can help you achieve the results you need with safety and accuracy. Our systems are perfect for gathering products from multiple sources and combining them in a timely manner, as well as packaging finished meals for distribution.


Produce
Produce is a delicate product that requires careful handling to avoid damage and maintain freshness. Our top-quality food conveyors are designed with both efficiency and precision in mind, allowing operators to easily move fruits, vegetables, and other produce down the line without worrying about bruising or contamination.
With Dorner’s produce conveyors, you can quickly inspect the product, sort it for distribution, and package as necessary with greater efficiency and accuracy.
See Dorner’s Conveyors for Food Processing and Handling in Action
Dorner’s Stainless Steel and Sanitary Conveyors, also known as our AquaGard and AquaPruf platforms, are designed for fast and effective sanitation while offering protection from contamination.
Custom Material Handling Equipment for Food
When your business needs a specially made solution, you can count on Dorner! As a leading-edge commercial food processing equipment manufacturer, Dorner is known for creating custom food processing services and equipment for our customers.
Our custom food handling equipment is designed by our talented, full-service Engineered Solutions Group. Our team can modify a standard solution to meet your business’ needs or collaborate with you to build a wholly custom system.
Our Engineered Solutions Group will work with your team from concept to completion. Our custom food processing equipment design process includes needs analysis, CAD modeling, mechanical design and other services.
Dorner can provide the following food conveyor accessory add-ons for your custom food processing solution:
- Belt scrapers
- Guiding
- Conveyor covers
- Drip pans
- Deviators
- Automated controls
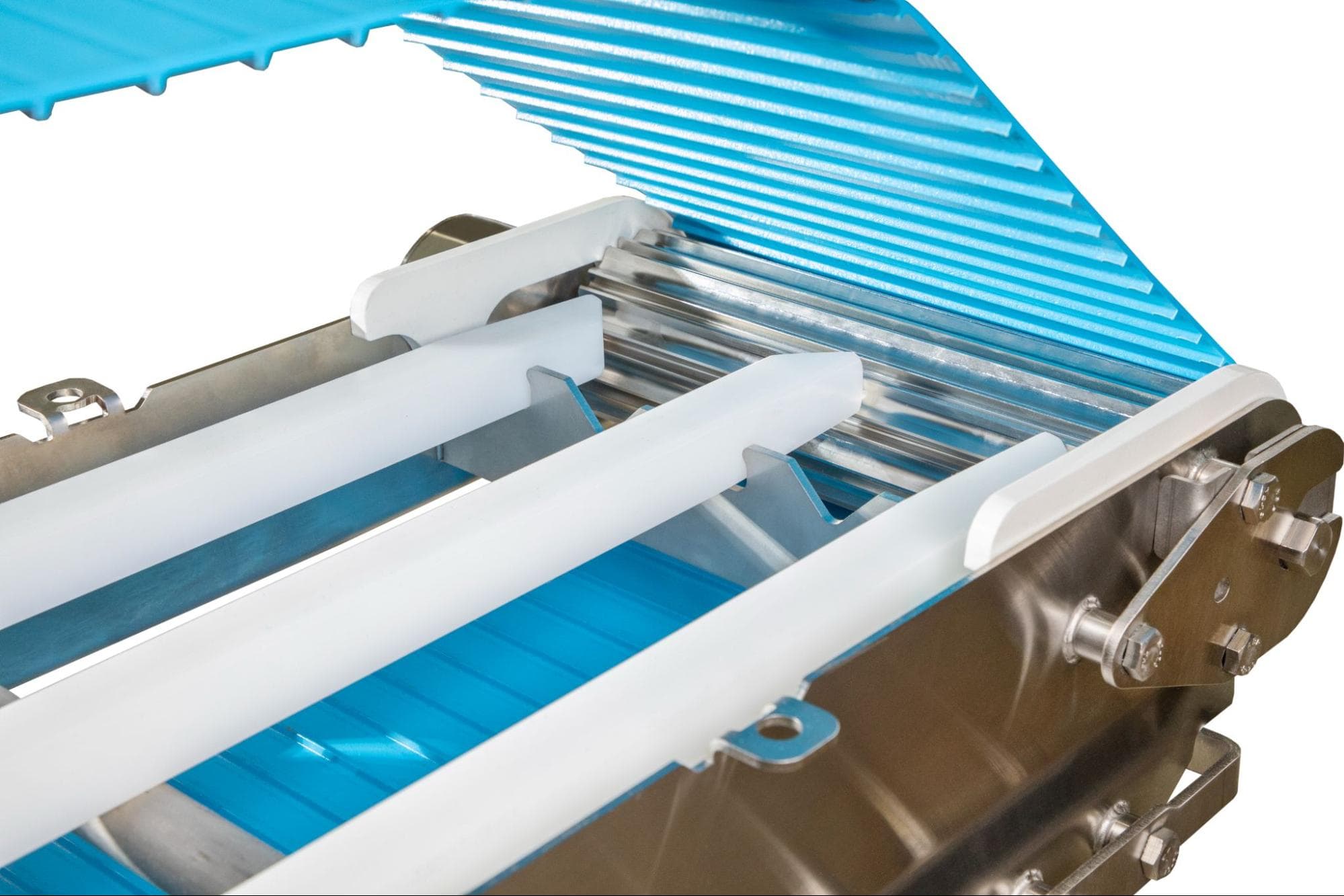
Dorner’s AquaPruf Industrial Food Grade Conveyors Boast Innovative Design


Dorner’s AquaPruf Food Handling Conveyor Series has been engineered to promote fast and effective sanitation, from wipe down to daily high-pressure washdown with chlorinated cleaners.
Hygienic Designs
LESS WORRY ABOUT YOUR PRODUCT QUALITY
The AquaPruf sanitary conveyor has a unique design that promotes optimal hygiene and food safety with the following features:
- Tool-less disassembly
- Cleaning prep in under a minute, complete disassembly in less than 3 minutes
- Optional frame cut-outs and belt lifters for continuous access to inside of the conveyor
- Tip-up tails allow for quick release of belt tension
- Continuous TIG-welded 304 stainless steel frame
CONFIDENCE IN YOUR FOOD HANDLING EQUIPMENT
We designed our AquaPruf stainless steel conveyors to meet or exceed food industry standards for equipment safety. Because of our commitment to safety and cleanliness in our food handling conveyors, you can have confidence in our products, which include:
- BISSC & USDA certified conveyors
- FDA approved materials and components

Built for Demanding Environments
Our AquaPruf Ultimate Conveyors have been designed for fast and effective sanitation in the most-demanding environments. These environments generally involve high-pressure sanitation requirements and include dairy and cheese, ready-to-eat foods and/or meat, poultry and seafood products.
AquaPruf Ultimate Conveyor Benefit Highlights
- All surfaces on internal frame components are polished to 32 microinch, except belted product.
- All bearings are external to the conveyor and a minimum of 25 mm away from the food zone.
- Drive sprocket design includes a quick cleaning system to ensure cleaning can be done below the sprocket surface.
- Patent pending idler tail cleaning system on Modular Belt and Positive Drive Belt models.
- Belting / Chain meet strict 3-A, and USDA requirements.
- All support stands use only sanitary threadless feet designs.
- Radii on all internal components meet the 6 mm (0.25″) standard requirement.
Food Conveyor Belt Installation Services
Dorner is recognized as a leading conveyor manufacturer and also a top food handling and processing conveyor installation company. Our experienced engineering team can visit your facility to ensure your equipment is set up so that it performs at peak capacities. Our food handling and processing conveyor installation service is comprehensive, encompassing delivery, staging, setup and training on your equipment.
If you plan to manage installation internally or work with another contractor, we can send a certified Dorner service team member to act as an on-site supervisor.

Commercial Food Processing Equipment Services for Dorner Conveyors
Ensure your operation meets food safety requirements as well as your production needs with the right equipment from Dorner. We offer training and maintenance services to help you maximize the lifetime of your custom food processing solution and provide you with the resources you need to keep your operation running smoothly.
Training Services
Training can help reduce downtime and increase your team’s safety, efficiency and productivity levels. Dorner’s expert field services team delivers on-site training in safety, maintenance, troubleshooting and other areas.
Our food industry conveyor systems training can be conducted in groups or with just a single team member. Our training can be held during or after conveyor installation. Your team will also have 24/7 access to first-rate online resources such as videos and guides.
Maintenance Program
Dorner offers a food handling and processing conveyor maintenance program that involves only labor or labor and parts. Our service starts with an on-site evaluation of your facility’s food handling and processing conveyor(s). Once we assess your needs, we’ll produce a custom plan with our recommended service intervals.
Dorner’s food handling and processing conveyor maintenance program covers a wide range of tasks, from inspection and adjustments to debris removal and lubrication. If your business is on Dorner’s labor and parts plan, you will also receive a 10 percent discount on parts.
Dorner's Food Handling and Processing Conveyors
Increase productivity, reduce waste, and create a safer workplace for workers with a Dorner conveyor system. We offer a range of customizable solutions to maximize your available space, improve the efficiency of your operation, and enhance the hygienic standards of your facility.
AquaPruf Conveyors
- Tool-less disassembly. Cleaning prep in under a minute, complete disassembly in less than 3 minutes
- Optional frame cut-outs and belt lifters for continuous access to inside of the conveyor
- Tip-up tails allow for quick release of belt tension
- Continuous TIG-welded 304 stainless steel frame
- Spiral cam belt tensioning with patent pending thread-less design
- Patented sprocket alignment key
- Gearless, oil-free iDrive2 sanitary motorized roller


AquaPruf Ultimate Conveyors
Dorner’s AquaPruf Ultimate conveyors are 3-A Certified. These product upgrades ensures that the AquaPruf Ultimate meets the strict requirements of 3-A and is optimally designed for use in food applications such as meat, poultry, fish and ready-to-eat.
- All surfaces on internal frame components are polished to 32 microinch, except belted product.
- All bearings are external to the conveyor and a minimum of 25 mm away from the food zone.
- Drive sprocket design includes a quick cleaning system to ensure cleaning can be done below the sprocket surface.
- Patent pending idler tail cleaning system on Modular Belt and Positive Drive Belt models.
- Belting / Chain offered meet strict 3-A, and USDA requirements.
- All support stands use only sanitary threadless feet designs.
- Radii on all internal components meet the 6 mm (0.25″) standard requirement.
- Conveyor cleaning guideline is provided specifically for effective cleaning of the Dorner product.
AquaGard LP Conveyors
- Quick five-minute belt change for increased uptime
- Compact and enclosed tensioning system providing smooth and snag-free cleaning
- 304 stainless steel frame, head and tail plates
- V-Groove frame with guided belt ensures accurate tracking
- Tip-up tails for access inside the conveyor for cleaning and maintenance
- Streamlined design fits where other conveyors do not
- Low-profile, operator safe design with no pinch points
- Small 1.25 in (32 mm) diameter rollers for transfer of small products
- A variety of FDA approved belting to meet application needs

AquaGard GT Conveyors
- Best for: packaging, bottling, dry food processing, part handling, long lengths, accumulation and buffering
- Smooth frame design for ease of cleaning
- Capable of multiple curves as well as inclines and declines on a single conveyor
- Bolt together construction for modularity and future add-ons
- Innovative transfer options
- Powered transfers
- Side transfer modules
- Inline transfer modules for high speed applications
AquaGard 7350 Conveyors
- Rugged and Durable Design
- 304 Stainless Steel frame features open design with minimal horizontal surfaces
- Designed for wipe down and low pressure wash-down with non-caustic chemicals
- V-guided belt tracking on belted models
- Tip-up tails for access inside the conveyor for cleaning and maintenance
- Safest chain in the industry with chain openings less than 4 mm even on curves
- Unique chain design virtually eliminates friction providing capacity for up to 4 curves on a single conveyor

Stainless Steel Food Conveyor
We maintain the highest standards of quality and cleanliness with the use of stainless steal frames, compatible with a number of hygienic belts, designed for easy cleaning and optimal performance.


Space Saving Food Handling Equipment
Navigate around obstacles and corners without disrupting the flow of food production with a 90 degree food grade conveyor or a food grade Z conveyor for maximum space efficiency.
If you have available vertical space, a stainless steel helix conveyor or vertical bucket conveyor can be useful, allowing you to take advantage of the area you already have when transporting food products between processing stages.
Food Grade Conveyor Comparisons
When it comes to choosing a food grade conveyor system, Dorner is the leading option, and there are a few key differences that sets Dorner apart as the top choice for food processors.
Sanitation and Cleanability
Dorner’s conveyors feature innovative tool-less disassembly, hygienic open frame designs, and extensive use of FDA-approved materials, enabling quick and thorough cleaning. They set the industry standard for hygienic conveyance solutions. Dorner’s ability to completely disassemble in under 3 minutes for deep sanitation is unmatched.
Customization Options
Dorner boasts an extensive range of belt materials, configurations, and accessories, along with a dedicated in-house engineering team for fully tailored solutions.
Conveyor Performance
Any quality conveyor manufacturer designs their conveyors to meet application requirements and regulations. However, Dorner goes above and beyond with advanced belting options and a strong focus on speed, precision, and reliability, ensuring superior product handling and durability.
Global Support and Service
Dorner has a comprehensive network of manufacturers, suppliers, and service technicians worldwide, ensuring swift delivery and local support across the globe.
Experience and Expertise
With decades of leadership and innovation in food grade conveyors, Dorner has a proven track record of success across diverse applications and industries. Their deep, specialized knowledge in food processing and packaging sets them apart.
Adding to the Conversation: Make Or Buy?
When considering conveyance strategies, manufacturers face a crucial decision: make or buy? While in-house production may seem cost-effective, partnering with specialized conveyor manufacturers like Dorner offers significant advantages.
First, our expertise, quality assurance, and industry-specific knowledge translate to time and cost savings, freeing your team to focus on core competencies. With Dorner, you benefit from our 60 years of experience, fast shipping, comprehensive support, and a 10-year warranty.
In addition, our conveyors are designed for various industries, offering sanitary designs, repeatability, and customization options. From our user-friendly online configurator to our dedicated support team, we simplify your conveyor decision-making process, ensuring efficient and reliable solutions for your production needs.
Food Grade Conveyor Comparisons
History of Food Grade Conveyors
The history of food grade conveyors is closely tied to the evolution of the food processing industry. As the demand for safe, efficient, and cost-effective food production grew, so did the need for specialized conveyor systems to meet the stringent requirements of food processing environments.
One of the earliest types of food grade conveyors was the roller conveyor, which utilized a series of motorized rollers to transport food products along a linear path. These conveyors were often constructed using materials such as stainless steel and food-grade plastics, which were resistant to corrosion and easy to clean.
The cost of these conveyors varied depending on factors such as the length of the conveyor, the type of rollers used, and the degree of customization required.
As technology advanced, new types of food grade conveyors emerged, such as the webbing conveyor, which used a continuous belt made of food grade materials to transport products. These conveyors often featured cleated surfaces to prevent products from slipping or sliding during transport, and they could be configured to operate at various angles, including inclines of up to 180 degrees.
The Introduction of the Modular Conveyor System
Another important development in the history of food grade conveyors was the introduction of the modular conveyor system. These systems consisted of interchangeable components, such as conveyor belts, pulleys, and tensioners, which could be easily assembled and reconfigured to meet the specific needs of a given application. This modular approach allowed food processors to customize their conveyor systems to suit their unique requirements, while also reducing the cost and complexity of maintenance and repairs.
In recent years, there has been a growing emphasis on using food-grade lubricants and oils in conveyor systems to ensure the safety and quality of food products. Suppliers have responded by developing specialized lubricants that are safe for use in food processing environments and that meet the strict standards set by regulatory agencies such as the FDA.
Today’s Food Grade Conveyors
Today, food grade conveyors are available in a wide range of configurations, from small, portable units designed for use in small-scale food processing operations to large, complex systems that can handle high volumes of product at high speeds. Some of the most common types of food grade conveyors include belt conveyors, roller conveyors, and vertical conveyors, each of which is designed to meet the specific needs of different types of food processing applications.
As the food processing industry continues to evolve, it is likely that we will see further innovations in the design and manufacture of food grade conveyors. From the development of new materials and components to the integration of advanced technologies such as robotics and artificial intelligence, the future of food grade conveyors looks bright, and we can expect to see continued improvements in the safety, efficiency, and cost-effectiveness of these critical components of the food processing industry.
Customized Food Processing Solutions from Dorner
When working with commercial grade food processing equipment, customization is often essential for success. Dorner can help you find the right custom solution for your food handling and processing needs, from complete conveyor systems to individual components.
Whether you need a more off-the-shelf or totally custom solution, Dorner can provide the food and beverage conveyor systems to keep your business running smoothly. With our broad range of custom options, you can rest assured that your food processing conveyors will be designed to provide maximum efficiency and productivity while also upholding the highest standards of food safety.
Components of Stainless Steel Food Grade Conveyors
Stainless steel food grade conveyors are essential equipment in the food processing industry, designed to safely and efficiently transport food products through various stages of processing and packaging. These conveyors are constructed using high-quality, stainless steel components that meet strict hygiene and safety standards. The main components of a stainless steel conveyor include:
- Conveyor frame: The frame is the backbone of the conveyor system, providing structural support for all other components. It is typically made from stainless steel tubing or sheet metal, with a smooth, polished finish that is easy to clean and sanitize.
- Conveyor belt: The belt is the surface on which the food products are transported. Food grade conveyor belts are made from materials that are non-toxic, non-absorbent, and resistant to bacteria growth, such as stainless steel mesh, plastic modular belts, or specialty materials like silicone.
- Drive system: The drive system consists of a motor, gearbox, and sprockets that power the conveyor. The motor and gearbox are typically enclosed in a stainless steel housing to protect them from moisture and contaminants, while the sprockets are made from stainless steel or food-grade plastics and are designed to be easily cleaned.
- Supports and pulleys: Supports, such as legs and brackets, hold the conveyor frame in place and ensure proper alignment. Pulleys guide and support the conveyor belt, with food-grade bearings that allow for smooth rotation. Both supports and pulleys are made from stainless steel for durability and easy cleaning.
- Accessories: Food grade conveyors may include various accessories depending on the specific application, such as guides, dividers, or side walls to keep products in place, or cleaning systems like scrapers or brushes to remove debris from the belt.
Food-handling conveyors are available in a wide range of configurations to suit different food processing applications. Some common types include:
- Belt conveyors: These conveyors use a continuous, flat belt to transport products and are suitable for a wide range of food items, from raw ingredients to finished packaged goods.
- Modular belt conveyors: These conveyors feature a belt made up of interlocking plastic modules, allowing for easy customization and replacement of damaged sections.
- Vibratory conveyors: These conveyors use vibration to move products along a stainless steel trough or channel, and are often used for delicate, fragile, or bulk food items.
- Bucket elevators: These conveyors use a series of buckets attached to a chain or belt to scoop up and elevate food products, such as grains or powders.
- Spiral conveyors: These conveyors feature a spiral-shaped belt that allows for vertical transportation of food products in a compact space.
When selecting food grade conveyors for a specific application, it is essential to consider factors such as the type of food product, the required throughput and speed, the available space, and the cleaning and maintenance requirements. Working with a knowledgeable supplier can help ensure that the conveyor system meets all necessary food safety and performance standards.
Understanding Food Handling Conveyor Belt Materials and Customization Options
Food handling and processing conveyors are available with a variety of belt materials to suit different applications. Common belt materials include:
- PVC (Polyvinyl Chloride): A versatile and economical choice for general purpose food handling.
- Rubber: Offers superior gripping and durability, ideal for heavy or oily products.
- Plastic modular belting: Provides enhanced cleanability and allows for tight transfers and small product handling.
- Urethane: Resistant to cuts, tears, and abrasion, suitable for heavy-duty food processing.
- Wire mesh: Optimal for draining, cooling, freezing, or cooking applications, as it allows for maximum airflow.
Customization options for food grade conveyor belts include cleats, sidewalls, and baffles, which help elevate, contain, or guide products during transport. These features are especially useful when conveying lightweight items, bulk goods, or products up inclines.
Specialty Conveyor Configurations
While straight conveyors are common in food handling and processing, specialty configurations are available to accommodate unique layout requirements or product handling needs. These include:
- Waterfall conveyors: Designed for even distribution of glazes, icing, and coatings over products.
- Diverging conveyors: Used to split product flow into multiple streams for sorting or distribution.
- Vibratory conveyors: Ideal for seasoning, breading, or de-clumping applications, as vibration promotes even coverage and separation.
- Incline/decline conveyors: Used to transport goods between different elevations within a processing facility.
- Spiral conveyors: Designed to minimize floorspace by utilizing vertical space for product accumulation or cooling.
Food grade conveyors can be customized in various lengths and configurations to fit specific processing layouts and requirements.
Conveyor Add-Ons and Accessories
To enhance the functionality and performance of food handling and processing conveyors, various add-ons and accessories are available for the machines, such as:
- Brushes: Used for product stability, orientation, or cleaning during transport.
- Conveyor rollers: Can be gravity-driven or powered, used for accumulation or product transfer.
- Guide rails and side walls: Provide product containment and prevent spillage or damage.
- Metal detectors and X-ray systems: Integrated for contamination monitoring and quality control.
- Air blowers and filters: Used for removing moisture or debris from products during conveying.
These accessories can be combined to create all-in-one conveying solutions tailored to specific food processing needs.
Global Availability
At Dorner, our food grade conveyors and replacement parts are available worldwide through international manufacturers, partners, and suppliers. This global presence ensures that food processing companies can access the conveying solutions they need, regardless of their location.
Local conveyor suppliers and support technicians are available in major markets, such as Europe, South Asia, Latin America, and others, to provide assistance with selection, installation, and maintenance. Globally available spare parts and components help minimize shipping times and costs, reducing downtime for food processing operations.
Staying Compliant In Food Grade Processing & Handling
In the ever-evolving world of food processing, staying up-to-date with the latest food safety regulations and industry trends is crucial for maintaining compliance and a competitive edge. At Dorner, we understand the challenges food manufacturers face, and we’re committed to providing conveyor solutions that help our customers navigate the complex regulatory landscape and stay ahead of the curve.
Food Safety Modernization Act (FSMA) Compliance
The Food Safety Modernization Act (FSMA) has transformed the food safety paradigm, shifting the focus from responding to contamination to preventing it. Under FSMA, food processing equipment must be designed, constructed, and maintained in a manner that ensures food safety. Dorner’s food grade conveyors are engineered with FSMA compliance in mind, featuring:
- Hygienic design principles to minimize contamination risks
- Easy disassembly and cleaning to support effective sanitation
- FDA-approved materials and lubricants to prevent contamination
Global Food Safety Initiative (GFSI) Standards
Many food manufacturers are adopting Global Food Safety Initiative (GFSI) standards, such as BRC, SQF, and FSSC 22000, to demonstrate their commitment to food safety and gain a competitive advantage. Dorner’s food grade conveyors are designed to meet or exceed the requirements of these standards, with features like:
- Cleanability: Our conveyors are designed for easy cleaning and sanitation, with minimal catch points and crevices where bacteria can grow.
- Material safety: We use only FDA-approved materials and lubricants, ensuring that our conveyors do not introduce any hazardous substances into the food processing environment.
- Traceability: Our conveyors are fully traceable, with detailed documentation of materials, components, and manufacturing processes.
Automation and Industry 4.0
As the food processing industry embraces automation and Industry 4.0 technologies, conveyors play a critical role in enabling smart, connected production lines. Dorner’s food grade conveyors are designed to integrate seamlessly with other automated systems, such as:
- Robotics: Our conveyors can be equipped with specialized features, such as pallet handling and product positioning, to support robotic pick-and-place operations.
- Sensors and IoT: We can incorporate sensors and IoT devices into our conveyors to monitor performance, detect anomalies, and enable predictive maintenance.
- Data analytics: Our conveyors can feed data into your production management systems, providing valuable insights into throughput, efficiency, and quality control.
Global Food Safety Initiative (GFSI) Standards
Sustainability and energy efficiency are becoming increasingly important in the food processing industry as companies seek to reduce their environmental footprint and operating costs. Dorner’s food grade conveyors can contribute to these goals through:
- Energy-efficient motors and drives that reduce power consumption
- Lightweight, low-friction belting materials that minimize energy losses
- Modular, reconfigurable designs that allow for easy adaptation to changing production needs, reducing waste and obsolescence
By staying at the forefront of industry trends and regulations, Dorner is uniquely positioned to help food manufacturers maintain compliance, competitiveness, and profitability. Our commitment to innovation, quality, and customer success ensures that our food grade conveyors are always aligned with the evolving needs of the food processing industry.
History of Food Grade Conveyors
The history of food grade conveyors is closely tied to the evolution of the food processing industry. As the demand for safe, efficient, and cost-effective food production grew, so did the need for specialized conveyor systems to meet the stringent requirements of food processing environments.
One of the earliest types of food grade conveyors was the roller conveyor, which utilized a series of motorized rollers to transport food products along a linear path. These conveyors were often constructed using materials such as stainless steel and food-grade plastics, which were resistant to corrosion and easy to clean.
The cost of these conveyors varied depending on factors such as the length of the conveyor, the type of rollers used, and the degree of customization required.
As technology advanced, new types of food grade conveyors emerged, such as the webbing conveyor, which used a continuous belt made of food grade materials to transport products. These conveyors often featured cleated surfaces to prevent products from slipping or sliding during transport, and they could be configured to operate at various angles, including inclines of up to 180 degrees.
The Introduction of the Modular Conveyor System
Another important development in the history of food grade conveyors was the introduction of the modular conveyor system. These systems consisted of interchangeable components, such as conveyor belts, pulleys, and tensioners, which could be easily assembled and reconfigured to meet the specific needs of a given application. This modular approach allowed food processors to customize their conveyor systems to suit their unique requirements, while also reducing the cost and complexity of maintenance and repairs.
In recent years, there has been a growing emphasis on using food-grade lubricants and oils in conveyor systems to ensure the safety and quality of food products. Suppliers have responded by developing specialized lubricants that are safe for use in food processing environments and that meet the strict standards set by regulatory agencies such as the FDA.
Today’s Food Grade Conveyors
Today, food grade conveyors are available in a wide range of configurations, from small, portable units designed for use in small-scale food processing operations to large, complex systems that can handle high volumes of product at high speeds. Some of the most common types of food grade conveyors include belt conveyors, roller conveyors, and vertical conveyors, each of which is designed to meet the specific needs of different types of food processing applications.
As the food processing industry continues to evolve, it is likely that we will see further innovations in the design and manufacture of food grade conveyors. From the development of new materials and components to the integration of advanced technologies such as robotics and artificial intelligence, the future of food grade conveyors looks bright, and we can expect to see continued improvements in the safety, efficiency, and cost-effectiveness of these critical components of the food processing industry.
Components of Stainless Steel Food Grade Conveyors
Stainless steel food grade conveyors are essential equipment in the food processing industry, designed to safely and efficiently transport food products through various stages of processing and packaging. These conveyors are constructed using high-quality, stainless steel components that meet strict hygiene and safety standards. The main components of a stainless steel conveyor include:
- Conveyor frame: The frame is the backbone of the conveyor system, providing structural support for all other components. It is typically made from stainless steel tubing or sheet metal, with a smooth, polished finish that is easy to clean and sanitize.
- Conveyor belt: The belt is the surface on which the food products are transported. Food grade conveyor belts are made from materials that are non-toxic, non-absorbent, and resistant to bacteria growth, such as stainless steel mesh, plastic modular belts, or specialty materials like silicone.
- Drive system: The drive system consists of a motor, gearbox, and sprockets that power the conveyor. The motor and gearbox are typically enclosed in a stainless steel housing to protect them from moisture and contaminants, while the sprockets are made from stainless steel or food-grade plastics and are designed to be easily cleaned.
- Supports and pulleys: Supports, such as legs and brackets, hold the conveyor frame in place and ensure proper alignment. Pulleys guide and support the conveyor belt, with food-grade bearings that allow for smooth rotation. Both supports and pulleys are made from stainless steel for durability and easy cleaning.
- Accessories: Food grade conveyors may include various accessories depending on the specific application, such as guides, dividers, or side walls to keep products in place, or cleaning systems like scrapers or brushes to remove debris from the belt.
Food-handling conveyors are available in a wide range of configurations to suit different food processing applications. Some common types include:
- Belt conveyors: These conveyors use a continuous, flat belt to transport products and are suitable for a wide range of food items, from raw ingredients to finished packaged goods.
- Modular belt conveyors: These conveyors feature a belt made up of interlocking plastic modules, allowing for easy customization and replacement of damaged sections.
- Vibratory conveyors: These conveyors use vibration to move products along a stainless steel trough or channel, and are often used for delicate, fragile, or bulk food items.
- Bucket elevators: These conveyors use a series of buckets attached to a chain or belt to scoop up and elevate food products, such as grains or powders.
- Spiral conveyors: These conveyors feature a spiral-shaped belt that allows for vertical transportation of food products in a compact space.
When selecting food grade conveyors for a specific application, it is essential to consider factors such as the type of food product, the required throughput and speed, the available space, and the cleaning and maintenance requirements. Working with a knowledgeable supplier can help ensure that the conveyor system meets all necessary food safety and performance standards.
Understanding Food Handling Conveyor Belt Materials and Customization Options
Food handling and processing conveyors are available with a variety of belt materials to suit different applications. Common belt materials include:
- PVC (Polyvinyl Chloride): A versatile and economical choice for general purpose food handling.
- Rubber: Offers superior gripping and durability, ideal for heavy or oily products.
- Plastic modular belting: Provides enhanced cleanability and allows for tight transfers and small product handling.
- Urethane: Resistant to cuts, tears, and abrasion, suitable for heavy-duty food processing.
- Wire mesh: Optimal for draining, cooling, freezing, or cooking applications, as it allows for maximum airflow.
Customization options for food grade conveyor belts include cleats, sidewalls, and baffles, which help elevate, contain, or guide products during transport. These features are especially useful when conveying lightweight items, bulk goods, or products up inclines.
Specialty Conveyor Configurations
While straight conveyors are common in food handling and processing, specialty configurations are available to accommodate unique layout requirements or product handling needs. These include:
- Waterfall conveyors: Designed for even distribution of glazes, icing, and coatings over products.
- Diverging conveyors: Used to split product flow into multiple streams for sorting or distribution.
- Vibratory conveyors: Ideal for seasoning, breading, or de-clumping applications, as vibration promotes even coverage and separation.
- Incline/decline conveyors: Used to transport goods between different elevations within a processing facility.
- Spiral conveyors: Designed to minimize floorspace by utilizing vertical space for product accumulation or cooling.
Food grade conveyors can be customized in various lengths and configurations to fit specific processing layouts and requirements.
Conveyor Add-Ons and Accessories
To enhance the functionality and performance of food handling and processing conveyors, various add-ons and accessories are available for the machines, such as:
- Brushes: Used for product stability, orientation, or cleaning during transport.
- Conveyor rollers: Can be gravity-driven or powered, used for accumulation or product transfer.
- Guide rails and side walls: Provide product containment and prevent spillage or damage.
- Metal detectors and X-ray systems: Integrated for contamination monitoring and quality control.
- Air blowers and filters: Used for removing moisture or debris from products during conveying.
These accessories can be combined to create all-in-one conveying solutions tailored to specific food processing needs.
Global Availability
At Dorner, our food grade conveyors and replacement parts are available worldwide through international manufacturers, partners, and suppliers. This global presence ensures that food processing companies can access the conveying solutions they need, regardless of their location.
Local conveyor suppliers and support technicians are available in major markets, such as Europe, South Asia, Latin America, and others, to provide assistance with selection, installation, and maintenance. Globally available spare parts and components help minimize shipping times and costs, reducing downtime for food processing operations.
Staying Compliant In Food Grade Processing & Handling
In the ever-evolving world of food processing, staying up-to-date with the latest food safety regulations and industry trends is crucial for maintaining compliance and a competitive edge. At Dorner, we understand the challenges food manufacturers face, and we’re committed to providing conveyor solutions that help our customers navigate the complex regulatory landscape and stay ahead of the curve.
Food Safety Modernization Act (FSMA) Compliance
The Food Safety Modernization Act (FSMA) has transformed the food safety paradigm, shifting the focus from responding to contamination to preventing it. Under FSMA, food processing equipment must be designed, constructed, and maintained in a manner that ensures food safety. Dorner’s food grade conveyors are engineered with FSMA compliance in mind, featuring:
- Hygienic design principles to minimize contamination risks
- Easy disassembly and cleaning to support effective sanitation
- FDA-approved materials and lubricants to prevent contamination
Global Food Safety Initiative (GFSI) Standards
Many food manufacturers are adopting Global Food Safety Initiative (GFSI) standards, such as BRC, SQF, and FSSC 22000, to demonstrate their commitment to food safety and gain a competitive advantage. Dorner’s food grade conveyors are designed to meet or exceed the requirements of these standards, with features like:
- Cleanability: Our conveyors are designed for easy cleaning and sanitation, with minimal catch points and crevices where bacteria can grow.
- Material safety: We use only FDA-approved materials and lubricants, ensuring that our conveyors do not introduce any hazardous substances into the food processing environment.
- Traceability: Our conveyors are fully traceable, with detailed documentation of materials, components, and manufacturing processes.
Automation and Industry 4.0
As the food processing industry embraces automation and Industry 4.0 technologies, conveyors play a critical role in enabling smart, connected production lines. Dorner’s food grade conveyors are designed to integrate seamlessly with other automated systems, such as:
- Robotics: Our conveyors can be equipped with specialized features, such as pallet handling and product positioning, to support robotic pick-and-place operations.
- Sensors and IoT: We can incorporate sensors and IoT devices into our conveyors to monitor performance, detect anomalies, and enable predictive maintenance.
- Data analytics: Our conveyors can feed data into your production management systems, providing valuable insights into throughput, efficiency, and quality control.
Sustainability and Energy Efficiency
Sustainability and energy efficiency are becoming increasingly important in the food processing industry as companies seek to reduce their environmental footprint and operating costs. Dorner’s food grade conveyors can contribute to these goals through:
- Energy-efficient motors and drives that reduce power consumption
- Lightweight, low-friction belting materials that minimize energy losses
- Modular, reconfigurable designs that allow for easy adaptation to changing production needs, reducing waste and obsolescence
By staying at the forefront of industry trends and regulations, Dorner is uniquely positioned to help food manufacturers maintain compliance, competitiveness, and profitability. Our commitment to innovation, quality, and customer success ensures that our food grade conveyors are always aligned with the evolving needs of the food processing industry.
FAQs
What Types Of Lubricants Does Dorner Use In Their Food Grade Conveyors?
We use only NSF and FDA-approved lubricants to ensure the highest level of food safety. The specific category of lubricant (H1 or H2) depends on the application and the potential for incidental food contact.
What kinds of food conveyors are available from Dorner?
We offer a wide variety of food conveyor types to suit your needs, including:
- Belt conveyors (with various belt materials and configurations)
- Modular belt conveyors (for easy cleaning and tight transfers)
- Positive drive conveyors (for precise product handling)
- Metal detectable conveyors (for added safety)
- Specialty conveyors (waterfall, high-speed, vacuum, and more)
What Sanitary Design Options Does Dorner Provide?
We offer three main sanitary design levels to fit your specific requirements:
- AquaPruf. The ultimate in sanitary design, with continuous welding, full washdown compatibility, and a superior finish for optimal cleanability.
- AquaGard. Perfect for applications requiring frequent washdowns, featuring open frame designs, FDA-approved belting, and minimal catch points.
What Materials Does Dorner Use In Their Food Grade Conveyors?
We use only the best materials to ensure optimal sanitation and performance, like 304 and 316 stainless steel for frames, supports, and components, FDA-approved belting materials like polyurethane, PVC, and modular plastic, food-safe lubricants, and specialty materials, including antimicrobial coatings and metal detectable accessories.
What Is a Finger Joint On A Food Processing Conveyor?
A finger joint, also known as a finger splice or hinge splice, is a type of connection used to join two ends of a conveyor belt together in food processing and other industries. This method is particularly common in modular plastic conveyor belts, which consist of interlocking plastic modules that form a continuous, flat conveying surface.
Have more questions? Contact us today to learn more about how Dorner’s food grade conveyors can revolutionize your food processing operation.
Frequently Asked Questions About Dorner’s Food Handling and Processing
What Types Of Lubricants Does Dorner Use In Their Food Grade Conveyors?
We use only FDA-approved lubricants to ensure the highest level of food safety. The specific category of lubricant (H1 or H2) depends on the application and the potential for incidental food contact.
What kinds of food conveyors are available from Dorner?
We offer a wide variety of food conveyor types to suit your needs, including:
- Belt conveyors (with various belt materials and configurations)
- Modular belt conveyors (for easy cleaning and tight transfers)
- Positive drive conveyors (for precise product handling)
- Metal detectable conveyors (for added safety)
- Specialty conveyors (waterfall, high-speed, vacuum, and more)
What Sanitary Design Options Does Dorner Provide?
We offer three main sanitary design levels to fit your specific requirements:
- AquaPruf. The ultimate in sanitary design, with continuous welding, full washdown compatibility, and a superior finish for optimal cleanability.
- AquaGard. Perfect for applications requiring frequent washdowns, featuring open frame designs, FDA-approved belting, and minimal catch points.
What Materials Does Dorner Use In Their Food Grade Conveyors?
We use only the best materials to ensure optimal sanitation and performance, like 304 and 316 stainless steel for frames, supports, and components, FDA-approved belting materials like polyurethane, PVC, and modular plastic, food-safe lubricants, and specialty materials, including antimicrobial coatings and metal detectable accessories.
What Is a Finger Joint On A Food Processing Conveyor?
A finger joint, also known as a finger splice or hinge splice, is a type of connection used to join two ends of a conveyor belt together in food processing and other industries. This method is particularly common in modular plastic conveyor belts, which consist of interlocking plastic modules that form a continuous, flat conveying surface.
Have more questions? Contact us today to learn more about how Dorner’s food grade conveyors can revolutionize your food processing operation.
Contact Us
Dorner - Global Headquarters
975 Cottonwood Ave
Hartland, WI 53029, USA
(800) 397-8664 | (262) 367-7600
info@dorner.com
Dorner — Asia
Dorner (M) SDN. BHD.
128 Jalan Permatang Damar Laut, Bayan Lepas 11960
Penang, Malaysia
Dorner — Germany
Columbus McKinnon Industrial Products GmbH
Karl-Heinz-Beckurts-Straße 4
52428 Jülich, Germany
+49 (0) 2461/93767-0
info.europe@dorner.com
Dorner — France
8 rue des Frères Caudron
78140 Velizy-Villacoublay
France
+ 33 (0)1 84 73 24 27
info.france@dorner.com
Products
Industries
Quick Links
© 2026 Dorner Mfg. Corp. All Rights Reserved | Privacy Policy